
金相制样:金相试样的镶嵌方法及对试样表面破坏探讨

Q:
在铝合金表面通过氧化形成了一层膜层,为观察结构及测试硬度,需镶样观察,观察到的膜层通常只有一边外观较好,而另外三边都表现的断断续续,请问这有可能是镶样时压力太大导致的吗?
ps:在镶嵌时,一般压力达到后还会摇动手柄到摇不动为止
A:
个人觉得如果膜层的结合力好的话,应该没有多大的影响,但是如果膜层结合不好的话,估计这个就难说了~~
如果担心这个问题,你可以考虑用环氧树脂和聚酰胺树脂,按1:1混合均匀进行封样
结合力应该是没什么问题的,用粗砂纸都好难磨的
冷镶嵌是不需要机器滴,只要有模具能放得下你的试样即可
冷镶可以选用牙托粉和牙托水。就行了。常温镶嵌,没有压力
金相试样的镶嵌
对于细小或形状特殊的试样,如线材、细小管材、薄板、锤击碎块等。在磨光时不易握持,用镶嵌方法镶成标准大小的试块,常用的几种镶嵌方法有以下几种:
1. 低熔点合金镶嵌法
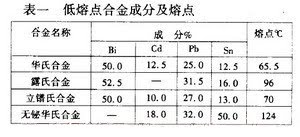
表一给出几种低熔点合金尤其华氏合金最常用。
表一中合金的熔点很低,镶嵌时不会影口向金相组织, 即使淬火马氏体也无防。这种方法的缺点是在磨光及侵蚀时较困难。因合金较软,磨层嵌入砂纸,使磨削困难,导致试样表面拜尔培层增厚。另外,由于合金与试样 之间的析出电位不同,在浸蚀时,合金常成为微电池的阳极.即负电位高,迅速被浸蚀溶化,而试样则很难被浸蚀,必须加长浸蚀时间。镶嵌试样示意图如图5所示。
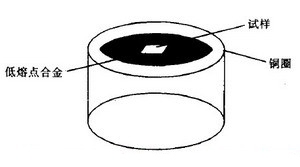
图5 低熔点合金镶嵌的试样
2.塑料镶嵌法:
常用的有热塑性塑料、热凝性塑料和聚合塑料。
塑料镶嵌的优点:
① 能镶嵌任何形状、大小的试样.甚至金属粉末。
② 塑料与金属试样接触紧密(塑料膨胀系数大)。
③ 塑料成型温度较低(≤150℃),一般不影响相组织,对淬火经回火钢也能用。
④ 塑料不受浸蚀,对试样也无浸蚀保护作用,试样浸蚀结果良好。
⑤ 塑料较硬,易磨削,不影响磨光抛光。
其缺点是:
① 软金属及合金,如铅、锡、轴承合金等,在加压力时易发生塑性变形,不宜用此法。
② 对淬火马氏体不宜用,因加热超过100℃时,会发生回火马氏体,改变组织。
③ 试样的表层检验不宣用。塑料不能完全保护试样边缘不倒角。
常用的三类塑料:
①热凝性塑料:这种塑料在热压下成型,通常用的是胶木粉(酚一甲醛树脂。加入填料木粉),成粉粒状,褐色(可染成不同颜色)。抗蚀能力较强,耐稀酸、稀碱浸蚀。成型温度在135~150℃,压力为176~210kg/cm2。在金相试样镶嵌机上进行比较方便。
②热塑性塑料:常用的有聚乙稀聚合树脂、醋酸纤维素脂等。抗蚀能力强,抗强酸强,碱浸蚀,溶于丙酮、苯和二甲苯中。加热变成粘稠状液态,冷却法成型。成型温度在140~165℃范围,压力在176~246kg/cm2。可在金相试样镶嵌机上镶嵌,注意:磨光时不能过热,以免塑料发软变形。只能手工磨光。
③化学聚合塑料:热塑性或热凝性塑料镶嵌都要加热加 压成型,因此,对于淬火钢、较软的金属材料仍不适合。可采用不加热加压成型的树脂,是借以化学催化作用聚合的树脂,如甲基丙稀酸。甲酯聚合树脂、单体甲基 丙烯酸甲脂为液状。另一种是催化和填充作用的粉状材料,使适当混合调匀,呈糊状,然后注入膜内。几分钟可成型,经十几小时硬化后才能磨光。其优点是不用加 热加压,不用镶嵌机,硬度高,被镶试样边缘不倒角。
3.表层(边缘)检验试样制备。
在分析表面情况,如表面脱碳、渗碳、氮化、镀层等,要观察试样最边缘部分,因此需用特殊方法保护极边缘不倒角,可用机械夹持法,象薄片试样。装夹时选择合适的填片,要夹紧,使片间紧密接触,效果不错。
另外,用电镀层覆盖是最好的方法。钢铁试样可以镀铜或镀铁。
镀铜时要用两种电镀液:A液是弱酸性镀液,可避免试样表面受侵蚀,在此先镀上一薄层铜,然后,B强酸性渡液中镀上一层很厚的铜层。
镀铜电镀液成分及条件如下:
A镀液
- 氰化铜——22 5克
- 氰化钠——34.O克
- 碳酸钠——15.0克
- 水——1000.O毫升
电流密度:0.002A/cm。,工作温度:30~40%:,试样为阴极,铜片为阳极。
B镀液
- 硫酸铜——250.O克
- 浓硫酸——75.0克
- 水——1000.O毫升
电流密度:0.02~O.04A/'on/,工作温度:室温。注意:镀铜之前试样必须用乙醚清洗去油。
另外,镀铁是效果更好,而且方法简单。即使试样表面有氧化皮,铁鳞也能镀上坚固的铁层。表面必须清除油污。镀铁电解液
- 氯化高铁——288 0克
- 氯化钠——57.0克
- 水——1000.0毫升
电流密度:O.005~0.02A/em2,工作温度85℃,试样为阳级,低碳钢为阴极。
电镀温度要严格控制,低于850C,镀层气孔极多,性脆易裂,温度过高,镀铁层质松,镀粒极粗,易剥落。85℃最好。
版权属于:景通仪器 - 国内领先的显微镜与显微数字成像解决方案供应商
转载时必须以链接形式注明作者和原始出处及本声明。
本文地址:http://www.sipmv.com/support/faq/2654/