万能的水刀切割技术
新闻资讯为了降低生产成本,工程制造部门始终在找寻更优越的切割方法。水刀技术赋有许多独到的功能和优点,能够十分有效地降低成本。
水刀技术也是世上公认的Zui通用的也是发展得Zui快的技术。相对其它切割技术而言,水刀不会产生有毒有害的气体或液体,并且也不产生有毒有害的物质或蒸汽。水刀加工后,在被加工件表面不会产生热反应区或者机械应力残留。水刀确实是一种万能的、高产能的冷切割技术。
水刀的历史
Norman Franz博士被尊称为水刀之父。他第一个实现了超高压的瞬间迸发,把超高压水射流技术作为切割工具来应用。当水的工作压力超过30Kpsi时,便成为超高压水射流。
在1979年,为福禄研究室工作的Mohamed Hashish博士着手于研究各种方法来加强水刀的切割能量。目的是要让水刀可以切割金属以及其他硬质物质。Hashish博士后来被称为含砂水刀之父。他发明了在普通水刀中加砂的技术。他所用的是石榴石研磨砂。这是一种砂纸常用的研磨砂材料。用掺砂的方式,含砂水刀实际上能够切割任何物质。在1980年,含砂水刀第一次被应用于切割钢板、玻璃和混凝土。在1983年世界上第一台商用含砂水刀切割系统被用来切割汽车玻璃。之后含砂水刀技术有被证实可被应用于航空航天工业领域。航空航天工业者认为含砂水刀是一种出色的工具,可以用来切割高强度材料,比如铬镍铁合金,不锈钢,以及钛合金;也可以用来切割高强度轻质复合材料,比如常用于军用和商用飞机上的碳纤维。从那时起,含砂水刀就已经被引见应用于许多不同的工业领域。
无砂水刀及加砂水刀,两者都有独特的有利于现代工业加工的性能。

无砂水刀
无砂水刀是一种用水直接进行切割的方式。早在1970年代,无砂水刀开始被商业应用于切割瓦楞纸板。大量的用户将无砂水刀应用于切割纸尿布,薄棉纸,以及汽车内饰上。在切割薄棉纸或者纸尿布时,无砂水刀作业所产生的少量水汽要比人为接触或者呼吸所造成的水汽少许多。对于一般的非水刀式的切割工艺所造成的意外停机给纸尿布或者薄棉纸生产者造成了大量经济损失。而水刀设备可以为以上工业应用提供全天,全周,全年的安全使用,保养操作都可以安排进生产中。
◆ 无砂水刀的特点
非常细小的水射流(通常粗细在0.004至0.010英寸);可以加工极复杂的图形;切割时材料的损失非常有限;不是热切割;可以切割非常厚的材料;也可以切割非常薄的材料;通常切割得非常快;能够切割软的,会有反光的材料(比如,厚到0.24英寸的玻璃纤维的绝缘部件);产生极其小的作用力;简单的固定夹具;可全天候作业。
◆ 无砂水刀切割刀头
基本上水射流形成的过程可以描述为水流通过泵,高压管线,然后由喷嘴喷出。
在水切割工艺中,材料的切割过程可以描述成一种超音速刻蚀的过程。并不是因为压力,而是由于水射流本身的速度才能切除材料上的细微的部分和颗粒。压力和速度是能量的两种不同的形式。那么,水压是如何转变成水速这样的能源方式的呢?答案在一片小小的宝石上。一块宝石被粘在了高压管的顶端。在宝石上,我们钻了一个极小的孔。高压水流在通过宝石孔时就将压力转变成了速度。40Kpsi压力下水射流穿过宝石孔时产生2倍音速的流速;如果是60Kpsi的压力下则可以产生3倍音速的流速。

对于标准切割作业而言,无砂水刀的宝石口口径的范围在0.004至0.010英寸。
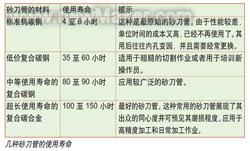
通常有三种不同材质的宝石喷嘴(蓝宝石、红宝石和钻石)。每种材质都有其独特的性能。蓝宝石是目前常用的宝石喷嘴材质,它是一种人造的单晶体宝石材料。蓝宝石喷嘴造出的水射流有较好的品质,如果配合使用较好的水质,其使用寿命可达50至100个工作小时。在含砂水刀的应用中,蓝宝石喷嘴的使用寿命比无砂水刀的少1/2左右。
红宝石材质的喷嘴也可以用于含砂水刀作业中。其造出的水射流特性非常适合于含砂水刀,却不太适合无砂水刀。
钻石喷嘴常用于使用寿命要求长的地方(比如要求800至2000小时的使用寿命)。其单价较高。钻石喷嘴经常用于全天候的作业环境。与其他宝石喷嘴不同,钻石喷嘴有时也可以经超声波清洗后重复使用。
含砂水刀
含砂水刀与无砂水刀存在一些不同之处。无砂水刀通过水射流刻蚀材料。而含砂水刀通过水射流加速砂射流,用被加速后的砂射流去刻蚀材料。含砂水刀的能效是无砂水刀的成千上万倍。当然,无砂水刀和含砂水刀都有其各自的应用领域。无砂水刀可切割较软的材料,而含砂水刀则用于切割硬质的材料,比如金属、石材、复合材料以及陶瓷材料。在标准状态下,含砂水刀可以切割硬度达到或稍稍超过氧化铝陶瓷的材料(氧化铝,AD99.9)。

◆ 含砂水刀的特性
超常的万能切割技术 ;无热反应区 ;无机械应力;容易编程控制 ;极细的水射流(直径约0.020至0.050英寸);可加工极其复杂的图形 ;薄壁材料的加工 ;10英寸厚度的材料加工 ;层叠加工;切割时造成极少的切屑;工件固定夹具简单 ;切割时的作用力小(小于1磅);只需装一种刀头,就可以加工几乎所有的作业 ;容易从单刀头升级成为多刀头 ;可快速地从无砂水刀切换成为含砂水刀;减少二次加工的操作;无噪音。
◆ 含砂水刀切割刀头
所有含砂水刀系统中都有一套无砂水刀系统。研磨砂是在无砂水射流形成后再加入水射流中。然后,研磨砂就被加速,象来复枪膛里的子弹一样,射出砂刀管。
含砂水刀所用的砂是一种硬质砂,是特别筛选和按目数细筛后获得的。Zui通用的砂是石榴石砂。石榴石砂是一种硬质、耐磨且便宜的砂。就象五金商店里摆放的粉红色砂纸一样,不同目数的研磨砂用于不同要求的作业:120目——制造光洁的表面;80目——常用的,一般用途;50目——切割比80目要快点,当然切割表面会毛糙点。
砂刀管就象来复枪管的作用一样来加速研磨砂砾。砂刀管有如宝石喷嘴一样有许多不同的尺寸和使用寿命。砂刀管一般约3英寸长, 1/4英寸粗细。其内孔口径约从0.020至0.060英寸不等。通常情况都是0.040英寸。
虽然含砂水刀设备操作简单并且不易受损,还是需要提醒操作者小心使用砂刀管。含砂水刀的主要技术就是发明了这种真正拥有长使用寿命的砂刀管。不幸的是,这种长使用寿命的砂刀管却比其原先基于钨碳材质的刀管更加易碎。如果切割刀头运动时碰到了夹具,重物,或者被加工材料的话,砂刀管就会断裂。断裂的砂刀管是不能修复的。现在很多改进的含砂水刀系统都配置了碰撞感测器来避免砂刀管的断裂。
砂刀管口与被加工材料表面的距离通常是0.010至0.200英寸。距离大时(比如大于0.080英寸)就会造成被加工零件表面的切割边缘出现雾化现象。许多水刀系统通过水下切割技术或其他相关技术来避免或消除这种雾化现象。
含砂水刀的主要消费品有:水、研磨砂、宝石喷嘴(通常是红宝石的)、以及砂刀管。研磨砂和砂刀管是含砂水刀的独特标志。其他的消费品在无砂水刀系统中也会用到。
原文链接: 万能的水刀切割技术